Founded in 2015, USKbio is a biological high-tech enterprise co-founded by a team of Chinese and American scientists and entrepreneurs.
We focus on in vitro molecular diagnostics, integrating product development, production, marketing and service, and has built a complete industrial chain in the field of molecular diagnostics.
We have declared 42 invention and utility model patents, and 28 authorized patents.
Business includes In Vitro Diagnostic reagents, medical laboratory analyzers and medical laboratory services.
USKbio IVD reagents products are based on three major technology platforms of gene detection, immunoassay and cytology.
Specialized in providing the most clinically valuable genetic
detection services for precision medicine in oncology
3
IVD Reagents
MLS Analyzer
MLS Service
42
Declared invention patents and utility model patents
28
Authorized invention patents and utility model patents
Internationally leading molecular detection technology
Blood contains a large amount of free extracellular nucleic acid (cfDNA), including not only nucleic acid from tumors (ctDNA), but also nucleic acid from other sources. Due to the low concentration and high fragmentation of ctDNA
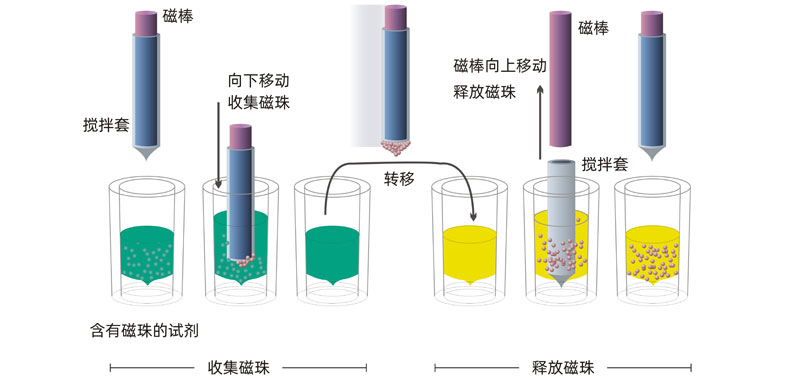
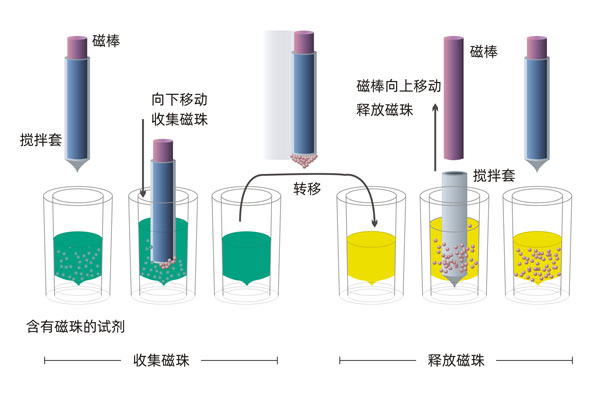
Efficient Circulating Tumor DNA Enrichment and Extraction System
Blood contains a large amount of cfDNA, including nucleic acids from tumors (ctDNA) as well as nucleic acids from other sources. Enrichment and isolation are particularly important due to the low concentration and high fragmentation of ctDNA. The USKbio Efficient ctDNA Enrichment and Extraction System optimize the magnetic beads, reactive groups, and processing conditions, allowing the extracted ctDNA fragments to be concentrated within the 170bp. This distinct separation from high molecular weight genomic DNA released by cell lysis in the blood provides a foundational assurance of quality for subsequent PCR and NGS detection.
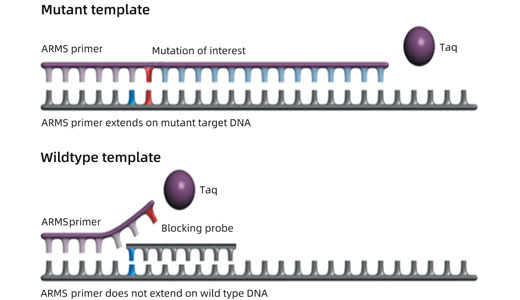
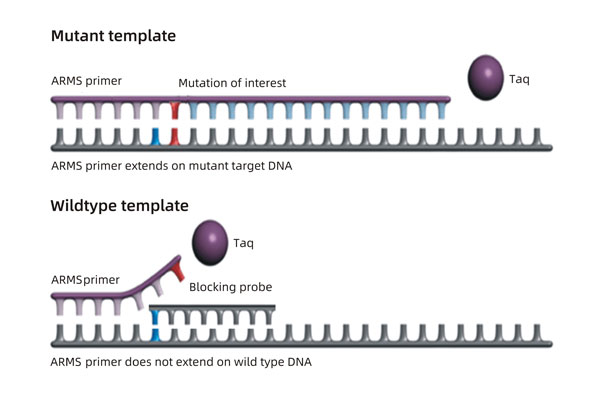
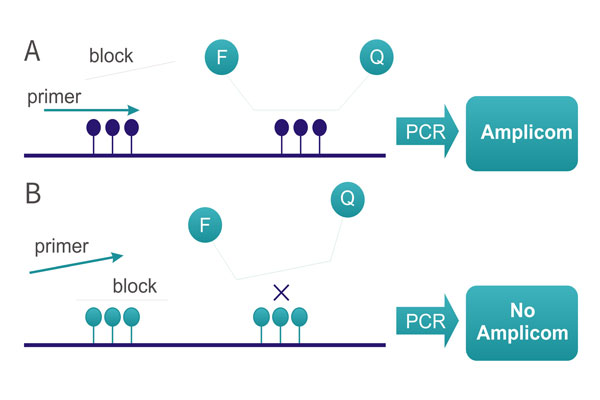
ARMS technology utilizes specific primers for high-precision PCR amplification of mutated target sequences, while probes are used to detect amplified products and detect rare mutations in sample DNA on a real-time fluorescence quantitative PCR platform
ARMS technology utilizes specific primers to amplify mutant target sequences with high precision PCR amplification, and simultaneously detects the amplification products with probes to achieve the detection of rare mutations in sample DNA on a real-time fluorescence quantitative PCR platform, in order to achieve high specificity and sensitivity in the detection of mutations.
USKbio has optimized and improved upon ARMS-PCR to detect low-frequency mutations as low as 0.2% (~3 copies) of the sample while maintaining the constant cost. The amplification effect is approaching the level of digital PCR, while the cost of detection is only 1/10-1/5 of it.
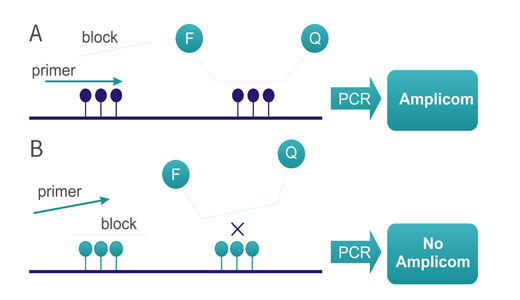
DNA methylation is the process of selectively adding methyl groups to cytosine under the action of DNA methyltransferase (Dnmt) to form 5-cytosine, and is an important epigenetic marker
dsDNA Methylation Detection Technology
DNA methylation is a process that selectively adds a methyl group to cytosine form 5-methylcytosine with the help of DNA methyltransferase (Dnmt), which is an important epigenetic marker. Due to the fact that DNA methylation is almost found in all cancers and occurs in the early stages or pre-cancerous lesions, it has become an ideal biomarker for the early screening of cancer. The dsDNA methylation detection technology developed by USKbio is designed with primers for each strand of the DNA, which can effectively improve the detection rate, sensitivity and specificity.
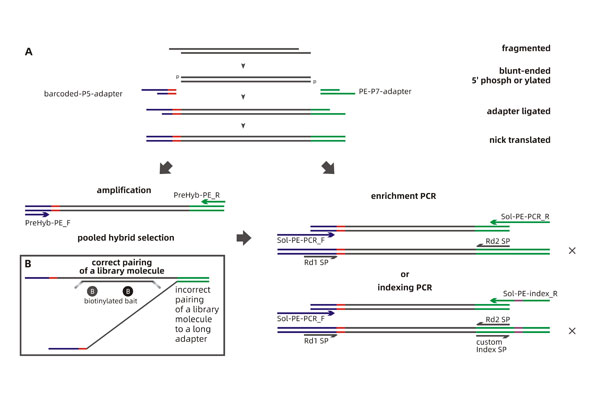
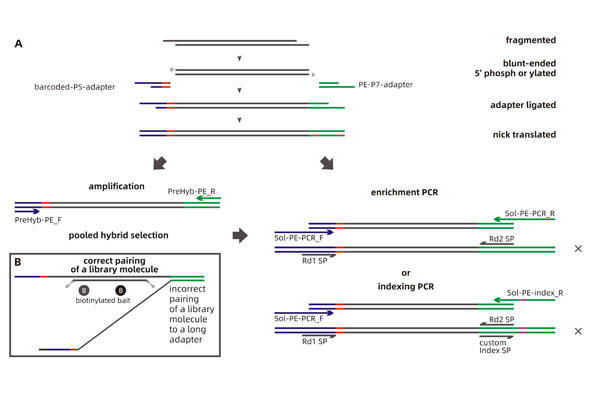
The development of flux sequencing technology has brought about a gradual reduction in sequencing costs. Compared to whole genome sequencing, capture sequencing can separate regions of interest
The development of flux sequencing technology has brought about a gradual reduction in sequencing costs. Compared with whole genome sequencing, capture sequencing can isolate and enrich regions of interest, and is widely used in tumor screening. Compared to ordinary multi PCR library building technique, capture sequencing can accurately detect information about specific region changes, especially improving the detection rate of low-frequency mutations. USKbio Targeted Encoding Library Preparation Technology is improved on traditional hybrid capture methods to improve the specificity and uniformity of the target area. By combining big data mining to screen industrializable pan cancer biomarkers, develop products for early tumor screening and personalized medication guidance.